
 |
-
����R���ŽM
Ԕ����Ϣ| ԃ�r��������R���ŽM——һ���,���I���w�и�r����Ҫ�����⡢��Ȳ�R���Ż��ʹ�ã������������R���Ż�ʹ�ã���Ԕ��Ո��ԃ���g��Ҧ���� �����w���£�
(1�����ǰ�Ĝʂ乤����
���z���O���ʹ�à�r���܇��h���Ƿ�ȫ��
������۹��ȣ�
�����D�ӄ����Řӣ�
���|�߱������ʹ��ƽ����
���z������������ܣ�
���z���L���Ƿ����ã�
���{���A���������ʼ����|��
�������Ϝʂ乤����ɺ��M��ԇ�
(2���������g������ʹ�÷��������IJ����֞��c����������ͣ���IJ��M�С���Ԕ��Ո��ԃ���g��Ҧ���� ��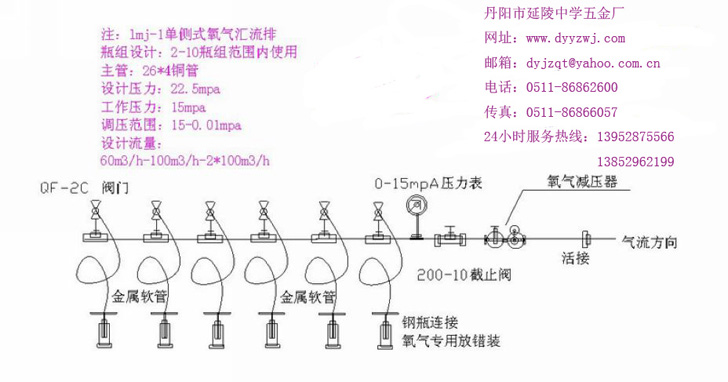

�c���c��ǰ�����_��Ȳ�����_�����y�����c�𘌻����c��������r�����Ì��õĴ���c���ڟo��𘌵ėl���£�����û����c�𣬵��ע������ߵİ�ȫ����Ҫ��������Ļ���������_ʼ��̼���棬�˕r����u�Ӵ������������������{�������Ի�����������������|�Ļ��档
������c���x���ڸ����߅���������A�����ӟ���٣����A�ᵽ���tɫ�r������������߅�����⣬ͬ�r�������_�и������y�T���S�����������ĸ���ı�����w���r�t���F�����C�������ѱ��������Ϳɸ��������ĺ�����m�����ٶ��_ʼ���������Ƅӡ�
�������������Ƅ��ٶ�Ҫ�����Ƹ����c����ľ��x�s������о�L��2~4mm�������������и�ǰ�M���Aб20°~30°������^���У������l�����Q�ͻػ�F�������P�]�и������y��Ȼ�������P�]�A�������y�c��Ȳ�y��ʹ����^�̕�ͣ����ͨ����ͨ���ȵ����̎��������������
ͣ��R�Y���r����������ؚ���෴�ķ���Aбһ���Ƕȣ��Ա㌢䓰���²���ǰ����ʹ�п�����β̎�@�ú����R��*���P�]�����y����Ȳ�y����������^�̱��Y����
��䓰�����25mm���ϕr������ȡ��̖�����죬���ҼӴ��A�������и��������ښ���^���У��и��ٶ�Ҫ�������m�������M�������Δ[�ӣ��Լӌ��пڣ�����������
���w�R������һ�N���г�����b��,���nj���ֻ�ƿ���wͨ�^�y�T�������ӵ��R�����ܣ��Ա�ͬ�r���@Щ�ƿ��⣻���߽��p�����������ɹܵ�ݔ�͵�ʹ�È����Č����O�䣬�Ա��C�Ú����ߵĚ�Դ�����������{�����_�����g����Ŀ�ġ���Ԕ��Ո��ԃ���g��Ҧ���� ��
 ���S�ӹ����a�ĮaƷ�m�õĽ��|�к��⡢���⡢���⡢�՚�Ț��w����Ҫ���ڹ��V��I���t���C��������ԺУ���Ú�����Ć�λ�����aƷ�Y����������ˇ���M���������㣬�DZ��ϰ�ȫ�����F�������a����Ҫ�b�á����aƷ������ƿ���ٺ�����ʽ�^�֣����ж�N�Y����ʽ����2ƿ�M��3ƿ�M��4ƿ�M….20ƿ�M��30ƿ�M�ȿɹ��x��Ҳ�ɸ����Ñ���Ҫ�ͭh��Ҫ�����������á��aƷ��ُ���՟ᾀ�Ԓ: (��С��Ҧ����) �ھ�QQ:---��E-mail: ���Wַ;www.dyyzwj.com��www.dyyzwj.cn
���S�ӹ����a�ĮaƷ�m�õĽ��|�к��⡢���⡢���⡢�՚�Ț��w����Ҫ���ڹ��V��I���t���C��������ԺУ���Ú�����Ć�λ�����aƷ�Y����������ˇ���M���������㣬�DZ��ϰ�ȫ�����F�������a����Ҫ�b�á����aƷ������ƿ���ٺ�����ʽ�^�֣����ж�N�Y����ʽ����2ƿ�M��3ƿ�M��4ƿ�M….20ƿ�M��30ƿ�M�ȿɹ��x��Ҳ�ɸ����Ñ���Ҫ�ͭh��Ҫ�����������á��aƷ��ُ���՟ᾀ�Ԓ: (��С��Ҧ����) �ھ�QQ:---��E-mail: ���Wַ;www.dyyzwj.com��www.dyyzwj.cn
���aƷ�Ě��w�����m���������õĚ�ƿ���Q�������ҏS���������NҎ��Ě��w�R���ţ���������R���š�����R���š��՚�R���š����R���š����R���š�����R���š�������̼�R���Ŷ�����̼늼ӟ�R���š�����R���� ��ϩ�R���� ��Ȳ�R���š���ƿ�M���w�R���š���ʽ���w�R���š��p��ʽ���w�R���ŵȸ��N���w�R���š��gӭ�V����́�늴�ԃ��
-

-
�aƷ����
�� ��
- ϵ�ˣ������A
- 늡�Ԓ��0511-86862600
- �֡��C��15896372133
- �����棺0511-86866057
- �]������212341
- �ء�ַ�����Kʡ����������
- �W��ַ�� https://dyyzwj.cn.goepe.com/
http://www.jiawangluo.cn
-
��˾����